


وصفات لمتطلبات أعمالكم
لتصميم و بناء مسالخ المواشي وورشات نزع العظام وتدوير الجلود و الأحشاء
وصفات لمتطلبات أعمالكم
لتصميم و بناء معامل إنتاج اللحوم
تجهيز الألبان وإنتاج الأجبان
تجهيز الألبان وإنتاج الأجبان
وصفات لمتطلبات أعمالكم
لتصميم المعامل و توريد معدات إنتاج المعكرونة و الباستا
لتصميم المعامل و توريد معدات ملء كافة أنواع السوائل
لتصميم المعامل و توريد معدات ملء كافة أنواع السوائل
Полуавтоматический загрузчик автоклавных корзин
Полуавтоматический загрузчик автоклавных корзин
| GENERAL TECHNICAL DATA | |
| Установленная мощность | 3 kW |
| Вес | 1500 кг |
| Диаметр банок мин-макс | 50-150 мм |
| Высота банок мин-макс | 40-250 мм |
| Длина автоклавной корзины | 950 мм |
| Ширина корзины мин-макс | 820-920 мм |
| Высота корзины мин-макс | 780-920 мм |

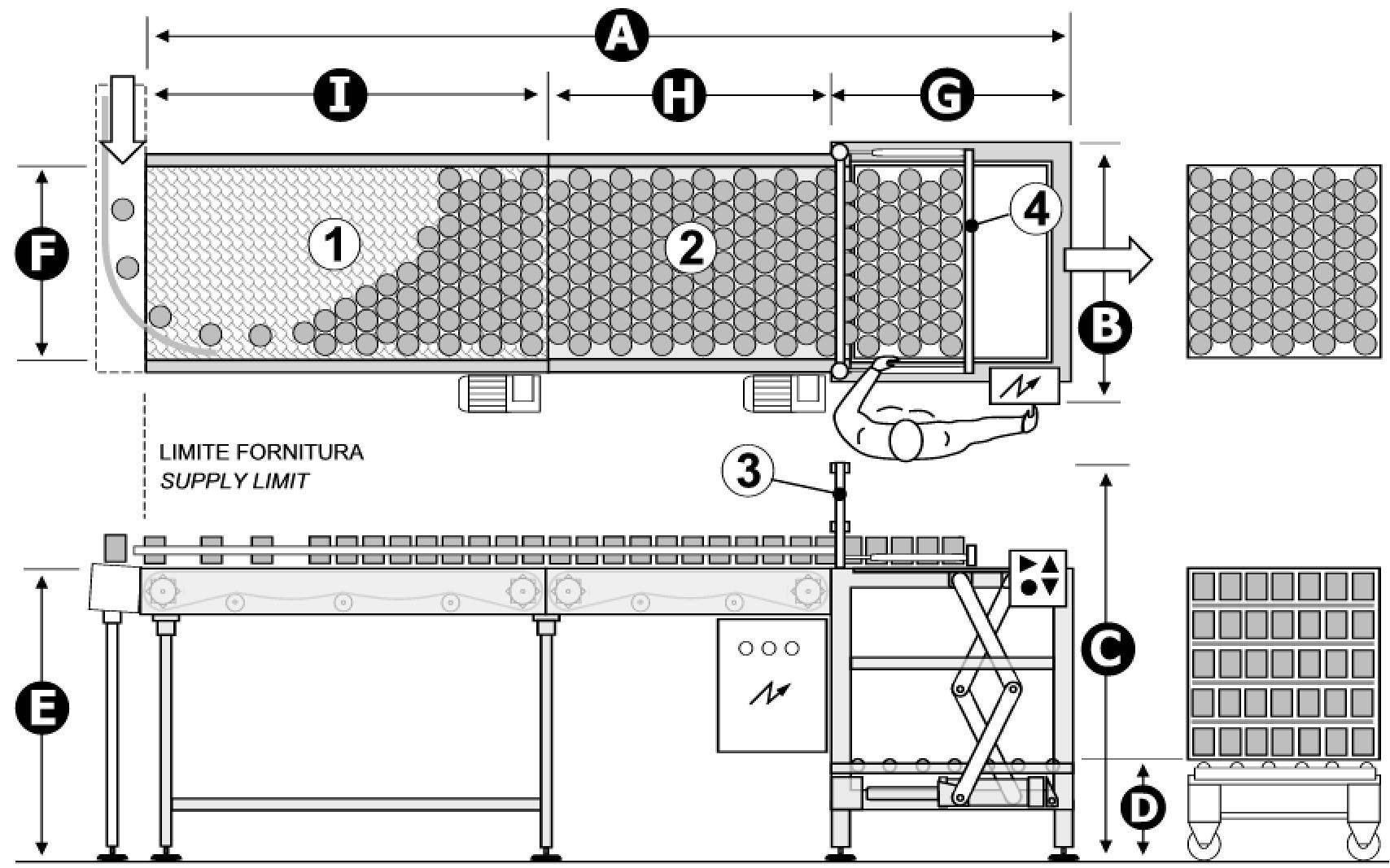
Полуавтоматический укладчик банок в автоклавные корзины, разработанный для ускорения процесса укладки банок в автоклав. Подходит для большинства малых и средних производственных линий с круглыми контейнерами, такими как стеклянные и жестебанки. Работнику помогают различные устройства, чтобы уменьшить время наполнения и уменьшить ручной труд.
|
A |
B |
C |
D |
e |
F |
G |
H |
I |
|
4660 |
1240 |
2105 |
507-532 |
1480 |
820-920 |
1160 |
1500 |
2000 |
Примечание: Все размеры в таблице могут быть изменены
Техническое описание
- Подходит для тары с симметричными, плоскими сторонами, без выступающих краев имеющих среднее соотношение ширины и высоты (высокие + тонкие банки нестабильны; плоские + широкие банки перекрываются другими банками)
- Производительность до 2 слоев в минуту с 1 обученным работником
- Идеален для прямоугольных автоклавных корзин Layer-in-Divider с ложным дном
- Приемная конвейерная лента выполнена из нержавеющей стали (для работы со стеклотарой) или пластика (для металлических банок), имеется опция резиновый ремень для лучшего сцепления продукта с конвейером
- Регулируемые боковые направляющие для разных диаметров банок
- Регулируемый редуктор для изменения скорости дивдения ленты
- Фото-датччик, чтобы высталвять подъемник корзин на точной высоте
- Подходит для автоклавных корзин и тележек стандартного размера для статических автоклавов диаметром 1200-1400 мм и поворотных автоклавов диаметром 1200-1800 мм.
- Выполнен из нержавеющей стали AISI 304
Описание работы
- (1) Приемный конвейер (1) принимает банки с линии. Ввиду отсутсвия захватов, круглые контейнеры естественным образом выстраиваются в шахматном порядке.
- (2) Рабочий помещает разделитель вручную и приводит в действие подъемник, чтобы поднять слой до уровня конвейера.
- (3) Когда банок достаточно, чтобы сформировать слой, рабочий активирует толкающий конвейер (2), который толкает слой вперед в корзину.
- (4) Ведущий толкатель (4) ведет банки по мере их продвижения вперед, чтобы сохранить слой компактным.
- (5) Делитель потока (3) давит на последний ряд банок, оставшихся на конвейере, чтобы они не падали при опускании подъемника.
- (6) Рабочий повторяет процедуру до полного заполнения корзины ярусами с банками, вручную удаляет полную корзину, вставляет пустую корзину и повторяет процесс заново.

معدات التغليف

